


Un'amicizia, la tradizione di famiglia, tanti viaggi e gli anni Settanta dei sognatori: nasce così la Pojer e Sandri, l'azienda di Faedo, in Trentino, dove l'innovazione non solo è di casa ma, possiamo anche dire, trova la sua culla.
Qui i prodotti nascono nuovi anno dopo anno. Non solo vini, ma anche distillati e aceti di frutta e di vino, dall'inventiva e dalla curiosità dei due soci, Mario Pojer e Fiorentino Sandri, in grado di interpretare le tendenze e il gusto dei consumatori sempre in chiave fortemente trentina e territoriale. E con i nuovi prodotti nascono le nuove tecnologie, i prototipi e gli impianti più adatti per realizzarli, tutto sempre condito con la sperimentazione e la ricerca applicata. Qui innovazione di prodotto e di processo si fondono per raggiungere obiettivi sempre nuovi.
Quando Veronelli ne assaggiò i vini

Scambiamo due chiacchiere con Mario Pojer, anima tecnica ed enologica dell'azienda. “La Pojer e Sandri nasce nel 1975 con pochissimi mezzi, due ettari a vigneto ereditati da Sandri, qualche vasca di cemento, un vecchio torchio idraulico, una pigiadiraspatrice di seconda mano, una pompa dei pompieri di Faedo, una riempitrice in prestito da un compagno di scuola e una finestra come etichettatrice. L'investimento iniziale fu di 1.200.000 lire a testa, a me prestati dalla nonna, perché mi ero appena diplomato a San Michele all'Adige, mentre Sandri era metalmeccanico e qualche soldino lo aveva già”.
Forse la Pojer e Sandri è tra le poche realtà nuove in quegli anni difficili. Così nel 1977 Luigi Veronelli assaggia i vini e parla di loro su Panorama: è subito un successo. L'azienda comincia a crescere con nuovi vigneti ‒ acquisiti metro quadro per metro quadro in un difficile lavoro di ricostituzione fondiaria ‒ la nuova cantina (la cui costruzione è iniziata nel 1981), la distilleria. “Dai due ettari iniziali siamo arrivati a quasi 30 ettari vitati, tutti in collina o in montagna, distribuiti su sei comuni diversi, Faedo, San Michele all'Adige e nei quattro comuni della Val di Cembra, dove stiamo investendo per un progetto nuovo al quale teniamo molto”, racconta con orgoglio il titolare.
Il nuovo e l’innovativo
Mario gira il mondo e visita cantine e vigneti in tutte le regioni viticole, prendendo da ognuno soluzioni tecniche o idee per i nuovi prodotti. C'è il sistema di pressatura soffice pneumatica in vasca copiato da un produttore della Rioja, l'idea della logistica di stoccaggio delle uve in cella frigo che viene da Petaluma in Australia, le vasche per la vinificazione basse e larghe e il follatore come quelli visti in Borgogna, il dosaggio degli antiossidanti con un dosatore volumetrico sulle uve come facevano in Nuova Zelanda.
I prodotti nuovi (perché non si tratta di altri vini ma di veri e propri frutti di un processo di innovazione di prodotto, spesso difficile da realizzare nel mondo del vino) fanno lo stesso percorso: idee prese in giro, interpretate e ottimizzate in chiave assolutamente trentina. Come il Merlino, un vino fortificato, o l'Essenzia, un vino da vendemmia tardiva.
Dal vigneto alla bottiglia
I vigneti, tutti in forte pendenza, sono ancora per il 50% allevati a pergola trentina con la variante della pergola spezzata, più aerata e meno produttiva, mentre i nuovi impianti nati negli ultimi quindici anni sono stati convertiti a forme di allevamento a parete, prevalentemente guyot.
“Con pendenze così elevate ‒ spiega Mario Pojer ‒ il carico di lavoro è molto alto, 650 ore ad ettaro, e il passaggio alle forme di allevamento a spalliera è stato necessario per poter meccanizzare il più possibile le varie operazioni. Abbiamo adottato macchine studiate per lavorare su forti pendenze, come quelle della Geier di Marlengo (BZ), che ancorano le operatrici e gli attrezzi sul corpo del trattore, riducendo così il rischio di ribaltamento”.
La raccolta si svolge a mano in bin ventilati che vengono stoccati in cella frigo a 6°C ogni sera, per essere poi lavorati la mattina successiva.
La lavorazione delle uve ha inizio con il lavaggio, nell'impianto messo a punto e progettato con Tecnicapompe. Il primo mosto di sgrondo, quello presente nei cassoni prima del lavaggio, viene prelevato, inoculato e utilizzato per avviare la fermentazione delle vinacce destinate alla distilleria.

Nella produzione dei vini rossi, i grappoli lavati scendono in cantina per gravità al cestello della diraspatrice, che li sgrana con il minimo delle rotture. Gli acini non pigiati sono quindi caricati dall'alto nelle vasche di vinificazione, in acciaio (o in legno per le riserve), con basso rapporto tra circonferenza e altezza, in stile Borgognone. “Le uve in vasca sono ancora fredde e il primo periodo di macerazione prefermentativa ‒ spiega Pojer ‒ si svolge con l'aggiunta del 3% di vinaccioli di Chardonnay decerati e conservati a questo scopo. I vinaccioli, come abbiamo verificato anche sperimentalmente, favoriscono la combinazione degli antociani liberi in soluzione acquosa presenti nelle prime fasi di macerazione. In questo modo si può svinare prima che l'alcol estragga le sostanze più erbacee dai vinaccioli dell'acino”.
La fermentazione parte con un preinoculo indigeno selezionato ogni anno quando, come racconta Pojer, “prima della vendemmia si sceglie il lievito che verrà usato nelle fermentazioni, selezionandolo da una decina di microvinificazioni spontanee. Generalmente si tratta di una tribù di lieviti che, abbiamo verificato anche con analisi genetiche del DNA presso l’Istituto di S. Michele all’Adige, mantengono gli stessi rapporti nella popolazione in ogni fermentazione e nel corso di tutto il periodo della vendemmia. In ogni modo teniamo sempre sotto controllo sia il preinoculo, sia le fermentazioni, e se qualcosa non va siamo pronti a centrifugare per bloccare lo sviluppo dei micro-organismi indesiderati e reinoculare in sicurezza con i ceppi commerciali”.

La vinificazione dei vini bianchi avviene in condizioni di riduzione, con dosaggio di antiossidanti sui grappoli interi lavati e pressatura in atmosfera controllata con l'impianto Inertys, progettato e brevettato in collaborazione con Bucher. Il mosto che va a fermentare nelle vasche di acciaio, così come le vinacce destinate alla distilleria, sono del tutto protetti dalle ossidazioni e conservano i loro aromi fruttati più freschi. Insieme alla pressa è stato studiato e ottimizzato un intero processo di gestione delle uve e dei mosti, come il compattatore di grappoli Noxis, sviluppato con Ragazzini, che alimenta la pompa peristaltica, studiato per caricare la pressa con i grappoli interi eliminando l'aria e gli spazi tra i grappoli.
La Val di Cembra e il progetto Zero Infinito
La storia della Pojer e Sandri in Val di Cembra inizia negli anni Novanta, con l'acquisto dei vigneti di Maso Besleri nel comune di Cembra, dove oggi si producono le uve del Besler rosso e bianco e dove si trova l'acetaia. Nel 2000 comincia un lavoro complesso e articolato di acquisto e ricostituzione fondiaria di circa venti ettari di bosco esposti a Sud, che arrivano fino a 900 metri di altitudine, con l'intento di riconvertirli a vigneto come nel passato, nel comune di Grumes, confinante con l'Alto Adige e dove si trova il Maso Poieri, da dove nel 1700 gli antenati di Mario Pojer erano partiti per insediarsi prima in Alto Adige e poi a Faedo. I primi quattro ettari e mezzo vengono piantati tre anni fa con soli ibridi interspecifici resistenti a odio e peronospora, soprattutto di provenienza tedesca, tra i quali prevalgono il Solaris e il Bronner.
“Il progetto è quello di ottenere qui prodotti che andranno oltre il biologico, con zero interventi sia in vigneto sia in cantina. Stiamo anche studiando insieme al Comune di Grumes la possibilità di creare con gli altri agricoltori della zona un distretto completamente biologico. In tre anni abbiamo già verificato che in vigneto la resistenza rende assolutamente superfluo qualsiasi intervento fitosanitario, mentre in cantina stiamo sperimentando un metodo di rifermentazione in bottiglia con il fondo di lieviti, sul tipo delle birre Weiss o del Prosecco Colfondo”.
Il processo enologico, che qualcuno chiama ancestrale, è in effetti molto tecnologico e assolutamente sotto controllo. Il mosto ottenuto da uve lavate e in protezione dall'ossigeno, ma senza aggiunta di solforosa, viene inoculato con il pied de cuve di lieviti spontanei selezionati in azienda. Quando la fermentazione è avviata, e con ancora un certo contenuto in zuccheri, il vino viene centrifugato e imbottigliato, reintegrando in bottiglia una quota dei lieviti eliminati. Parte così una seconda fermentazione, che porta allo sviluppo di circa due atmosfere e mezzo e che viene interrotta con un trattamento a caldo, immergendo le bottiglie per circa 10 minuti in un bagno di acqua a 45°C. Il nome della linea di prodotti ‒ del primo dei quali, il Solaris, è già possibile assaggiare un'anteprima ‒ sarà Zero Infinito. “È stato il giornalista del Corriere della Sera Francesco Arrigoni, scomparso da poco, a suggerirmi questo nome e a fare uno schizzo dell'etichetta, dopo aver sentito il nostro progetto e assaggiato le prime prove di vinificazione”, racconta Mario Pojer di fronte ai nuovi vigneti e ai boschi che in futuro ritorneranno vigneto.
“Il territorio della Val di Cembra è così bello che spesso la sua immagine viene utilizzata o anche abusata per pubblicizzare la viticoltura trentina e ci sembra giusto che finalmente siano i vini prodotti in questa valle a meritare attenzione”.
[box title= "Il Merlino" color= "#c00"]
“L'idea del Merlino ‒ spiega Pojer ‒ nasce nel 2000. A differenza di quanto avviene con il Porto, che è un modello per i vini fortificati, il nostro prodotto non ha un'evoluzione ossidativa ma si ottiene integrando un brandy invecchiato vent’anni con un Lagrein nuovo, con gli aromi fruttati che questo vitigno esprime solo nelle prime fasi della fermentazione, quando viene bloccato con l'aggiunta del distillato alcolico. Per noi questo è uno dei prodotti più performanti, la chiave che ci permette di aprire i nuovi mercati”.[/box]
[box title= "L'Essentia" color= "#c00"]
L'Essenzia è un vino da raccolta tardiva sullo stile dei vini della Mosella, tra i primi realizzati in Italia, nato nell'85. Le uve (Chardonnay, Sauvignon, Resling, Kerner, Traminer e Petit Manseng, quest'ultimo necessario per conservare il giusto equilibrio di acidità e pH) vengono raccolte a dicembre, prima della prima neve. “In alcuni anni, come nel 2008, quando abbiamo avuto l'80% degli acini colpiti, la disidratazione data dalla muffa nobile ‒ spiega Pojer ‒ è sufficiente per raggiungere la concentrazione che desideriamo. In altri invece, come nel 2012, è troppo bassa e applichiamo la tecnologia degli Eiswein, nella quale la concentrazione si ottiene dalla pressatura selettiva degli acini interi congelati sulla base del loro contenuto in zuccheri. Questo è un vino che può cambiare molto di anno in anno e la tecnica si adatta alle caratteristiche dell'uva. Noi lo spieghiamo ai nostri clienti senza alcun problema”.[/box]
[box title= "I principali fornitori" color= "#c00"]
Le macchine per la coltivazione del vigneto sono di Geier (Marlengo, BZ). L’impianto per il lavaggio delle uve è stato progettato e messo a punto in collaborazione con Tecnicapompe (Fara Vicentino, VI). L’impianto per la pressatura delle uve in atmosfera controllata (Inertys) è stato progettato e brevettato in collaborazione con Bucher Vaslin (Romans d’Isonzo, GO). Il compattatore di grappoli Noxis è stato studiato e sviluppato con Ragazzini (Faenza, RA).[/box]
Articolo a firma di Alessandra Biondi Bartolini - Consulente R&S (Pescia, PT)
Approfondimenti a cura dell'Autore
PER APPROFONDIRE
L’officina, laboratorio di idee
L'officina, dove si realizzano gli accorgimenti tecnologici o si modificano gli impianti esistenti è un locale chiave nell'attività della Pojer e Sandri, un laboratorio di idee si potrebbe dire senza rischiare di essere retorici, dove “si taglia e si salda di notte per lavorare in cantina di giorno”. Un attacco, un giunto, una modifica, un'idea nata da uno schizzo trovano direttamente qui la loro realizzazione. “Gli impianti e i prototipi che si trovano in cantina sono nati quasi tutti qui”, spiega ancora Mario Pojer. Nell'officina sono stati realizzati dagli accorgimenti più semplici e artigianali, in grado di facilitare il lavoro con estrema semplicità, fino alle macchine più complesse e innovative: dal preleva-vino con l'attacco rapido per evitare gli inquinamenti o al sistema di saturazione delle vasche in imbottigliamento costituito da un galleggiante fatto da due tappi di pentola saldati, che eroga gas inerte per mantenere la superficie del vino protetta, fino anche alla realizzazione del lava-barrique azionato dalla pressione dell'acqua e del primo prototipo della pressa con protezione dall'ossigeno e saturazione con azoto, diventata successivamente un brevetto internazionale.
Niente chiacchiere
Ogni nuovo processo e ogni sperimentazione nascono sempre con l'appoggio delle collaborazioni scientifiche con gli Istituti di Ricerca, prevalentemente con la Fondazione Edmund Mach che ha sede a pochi chilometri dall'azienda. “Le prime ricerche ‒ racconta Pojer ‒ soprattutto nello sviluppo dei nuovi prodotti in distilleria, furono fatte con Giuseppe Versini. Poi più di recente, con gli studi sulla vinificazione in riduzione, sono nate la collaborazione e l'amicizia con Fulvio Mattivi e con il suo gruppo di ricerca. Per fare sperimentazione è necessario un supporto scientifico serio, chiacchiere se ne sentono già anche troppe, ma per poter affermare di avere trovato e sperimentato tecniche e soluzioni nuove è meglio essere sicuri di quello che si dice e solo la scienza può dare questa sicurezza”.
La SPA dell'uva

Il lavaggio dell'uva è un'idea che nasce dalla constatazione che l'uva è forse l'unica materia prima utilizzata per la produzione di alimenti a non essere lavata prima della lavorazione. L'obiettivo è quello di ridurre i contaminanti esterni, soprattutto metalli e pesticidi utilizzati in vigneto e le sostanze inquinanti presenti nell'atmosfera. Dopo alcuni tentativi con tecniche diverse, è nato l'impianto attuale, successivamente ingegnerizzato dalla Tecnicapompe di Fara Vicentino (CLU, Grape Clean Unit), costituito da una vasca contenente una soluzione al 1% di acido citrico, che svolge un'azione sequestrante sui metalli, nella quale gorgoglia, come in un vero e proprio idromassaggio, aria erogata da tre cartucce in acciaio sinterizzato. I grappoli sostano per 3-6 minuti nella vasca e successivamente vengono convogliati su un nastro dove sono spruzzati con la stessa soluzione per favorire l'azione meccanica del getto per la rimozione dei residui, quindi risciacquati e infine asciugati con un getto d'aria calda.
Le sperimentazioni sul lavaggio delle uve sono state condotte con la Fondazione Edmund Mach e con l'Università di Verona. Quale effetto ha il lavaggio sulle popolazioni spontanee dei lieviti? “Il lavaggio abbassa la carica di lieviti spontanei - risponde Mario Pojer - ma quelli che restano sulla buccia in un mosto senza più contaminanti chimici si moltiplicano molto più in fretta e le fermentazioni sono mediamente più veloci rispetto a quelle che si hanno con i mosti da uve non lavate”.
La vinificazione in riduzione e la pressa con recupero di azoto
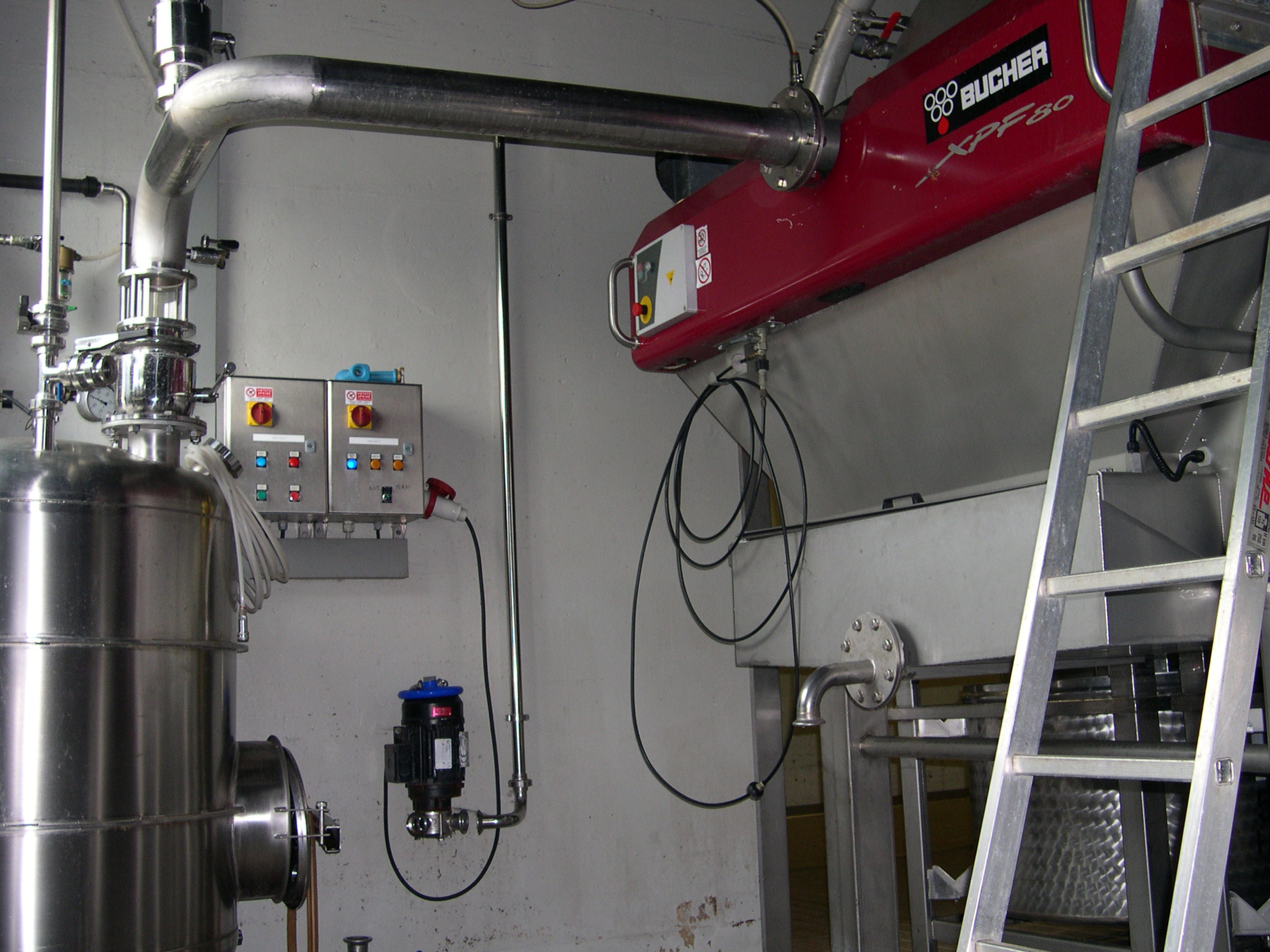
L'idea di inertizzare la fase di pressatura per condurre la vinificazione delle uve bianche in assoluta riduzione comincia a materializzarsi con le prime prove condotte con un altro produttore della zona, Marco Zanoni di Maso Furli. “Prima cominciammo a chiudere l'intera pressa in un'atmosfera protetta, poi facemmo le prime modifiche sulla Bucher che avevamo in azienda del 1984, convogliando le canaline di sgrondo ‒ racconta Mario Pojer ‒ verso il foro coassiale di ingresso del pigiato e facendolo diventare invece l'uscita del mosto che andava a riempire un'autoclave di scarico chiusa e collegata alla vasca di ricevimento. I primi tentativi furono di saturare tutto il sistema servendoci di un generatore di azoto e di un serbatoio, ma il consumo di gas senza recupero e il dispendio di energia erano enormi”.
Così nacque l'idea di utilizzare sempre lo stesso serbatoio di azoto, rappresentato da un pallone e collegato alla pressa, che si svuotasse e si riempisse con il movimento del polmone della pressa stessa: “Riempiamo il pallone all'inizio della vendemmia e l'azoto che viene scambiato tra questo e la pressa resta sempre lo stesso fino alla fine. Con trenta euro di azoto manteniamo protetti tutti i mosti e tutte le vinacce”.
La pressa, oggi commercializzata da Bucher con il nome di Inertys, è stata oggetto di brevetto prima italiano e poi internazionale “Ci sono voluti otto anni ‒ commenta Pojer ‒ per arrivare ad ottenere il Brevetto Internazionale. Poi, quando finalmente era arrivato il momento per rivendicare le imitazioni, l'impegno stava diventando eccessivo e abbiamo preferito cedere a Bucher il brevetto e il suo sfruttamento”.
Non solo vino: la distilleria e l'acetaia

La produzione di grappe e distillati nasce quasi insieme alla cantina di Pojer e Sandri, poi negli anni l'attività cresce e si perfeziona e nel 1993 nasce la nuova distilleria, quella attuale con un impianto studiato e ottimizzato in azienda come tutti quelli utilizzati anche in cantina.
Le vinacce estratte dalla pressa vengono diraspate e vagliate per eliminare i vinaccioli e poi inoculate con un pied de cuve fresco direttamente nei bin in plastica. La fermentazione si svolge in pochi giorni e subito le vinacce fermentate sono caricate nella caldaia della distilleria per la produzione di grappa.
Lo stesso avviene per la produzione dei distillati di frutta, la cui lavorazione comincia in estate con pere, mele, more, lamponi, albicocche, cotogne e genziana. Il brandy viene prodotto con un vino fermentato appositamente senza solforosa e conservato sulle fecce di lievito fino alla distillazione che avviene anch'essa con le fecce.
L'acetaia si trova a Maso Besleri, in Val di Cembra, lontano dalla cantina per non correre il rischio di contaminazioni. Anche qui la materia prima non è solo il vino ma anche la frutta, le pere, le cotogne, le more, i lamponi, etc.
Le gallerie della vecchia miniera per portare il freddo in cantina
La collina di Faedo è attraversata dalle gallerie di una vecchia miniera, ora in disuso e allagate. L'acqua sotterranea si trova ad una temperatura costante di dieci gradi e viene pompata nella cantina e nella distilleria per le esigenze di raffreddamento dei mosti e dei vini (mentre le temperature più basse necessarie per le uve si ottengOno con il gruppo frigo della cella, i cui compressori in uscita sono provvisti di scambiatori a piastre per il recupero del caldo).
Uno scambiatore posto in distilleria viene utilizzato invece per recuperare il calore (65°C) proveniente dalla caldaia dell'impianto di distillazione, che viene impiegato per il riscaldamento dei locali di cantina e degli uffici o per i circuiti del caldo delle vasche di fermentazione per tutto il periodo di funzionamento della distilleria.








{kind=link}